|
|
|
|
Hampton Engineering Pty Ltd
ABN 41 401 592 404
|
 |
Dunham Conveyor Engineering |
.jpg)
The pulley design is based upon the following
principles and findings of
“ Investigations Concerning The Stress in Conveyor
Pulleys” by Dr. H Lange, 1963 and “The Design of
Conveyor belt Pulleys with continuous Shafts” by Dipl.
Ing. W. Scholtzi of Hamburg, 1974.
AS1403, Design of rotating Steel Shafts.
As used in the tried and proven “Pulley Design
program” of “Watkins Godwin Pty. Ltd.”
Incorporates many years of experience designing and manufacturing pulleys for the mining and bulk handling industries.
Shell & end discs are designed to maximum 69 Mpa
rating for quarry jobs.
For others 55Mpa limiting rating on shells and 52 Mpa
for end discs.
Shafting is designed in accordance with AS1403, with
K1045 design rating 260 Mpa
4140 grade 500 Mpa.
See below for clients supplied with these pulleys.
Hampton Engineering standard warranty covers pulleys against faulty materials, design and workmanship for a period of 12 months from installation or 18 months from delivery, providing pulleys are not operated beyond their inherent design level.
2. Material of Construction:
Pulley shafting is a minimum K1045 grade for Non-drive and where required 4140 grade for Drives.
Shells are fabricated from either AS 3678 G250 plate, cylindrical rolled to size and seam welded or purchased API 5LB welded pipe.
End discs are manufactured from AS 3678 G250 plate and weld preparation is machined to suit the client’s requirements and design specifications.
Shaft to Shell connection is by way of Keyless Locking
Devices “ Conloc “ similar to Ringfeders, or Tas
Schafer style.
Other varieties are offered, such as Taper locks and
WH hubs.
3. Welding:
Welding of end plates is offered as General purpose or Special purpose “Full penetration” to AS1554.1
When full penetration welding is requested the procedure will give a fillet of approximately 6mm on the inside and a throat thickness equal to the shell thickness smoothly blended to the plate surface at the weld will be achieved.
4. Bearings:
Bearings used are double row spherical roller type either 222 or 232 series with metric adaptor sleeves mounted in Cast Iron or S. G. Iron housings SD, SNL or THM style housings.
Bearings and housings to be fitted to pulley assemblies will be pre-packed with lithium-based grease prior to assembly.
5. Machining:
Shafting is machined between centres to ensure concentricity between bearings within 0.05mm.
Shell bore machining is completed in a horizontal borer to ensure alignment to exacting tolerances.
Shell outside diameter machining is between end disc bores to ensure shell is parallel and within 0.75mm T.I.R.
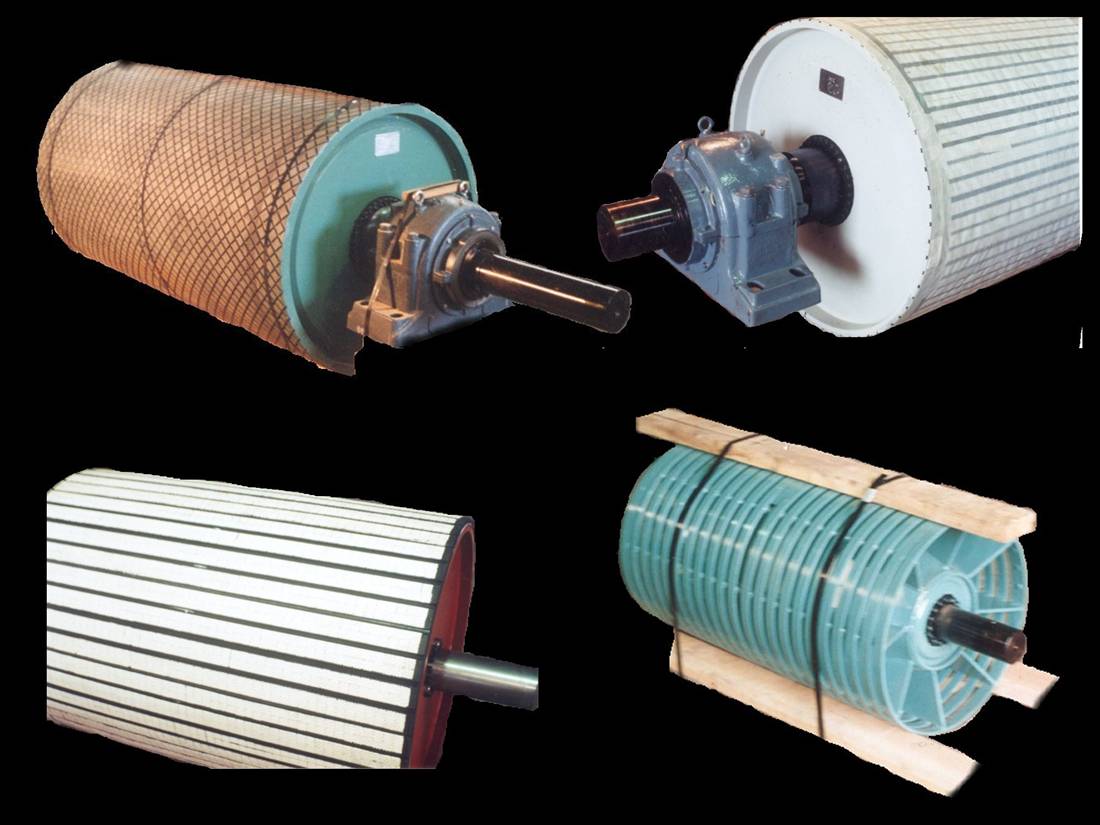
6. Lagging:
A variety of lagging can be offered.
eg. Bellebanne natural rubber 10, 12 or 15mm thick, in
diamond groove or plain.
7. Stress relieving:
In accordance with AS1210 whilst maintaining dimensional stability.
8. Non destructive testing:
Pulleys to be tested to Dunham Conveyor Engineering Standard for AS 1554 SP when required.
Pulleys shall have longitudinal seam weld and circumferential disc to shell weld ultrasonically tested to AS2207 at the rate of 1:10 (10%) unless otherwise agreed.
All pulley drive shafts shall be ultrasonically tested to AS1065 before machining.
Testing procedures will be conducted by N.A.T.A. approved personal.
9. Quality Assurance:
Not accredited with AS 9000-2000, but conforms generally.
Documentation procedures for quality assurance functions will be adhered to for managing and performing the work, auditing and verifying conformance.
After machining, the pulley face shall be concentric with the shaft to within 0.25 T.I.R.
All complete pulley assemblies - without bearings - shall be statically balanced such that when the pulley is placed on knife-edges and rotated and stopped at random the application of a torque of 2.7 N-m shall cause the pulley to move in the direction of the torque.
Balance weights, if required, shall be added to the inside of the shell plate surface outside the end disc.
The balance weights shall be secured to the shell by welding.
Balance weights shall not exceed 2% of the weight of the shell and end disc assembly as shown on the nameplate.
10. Packing Marking and Delivery:
All exposed shaft ends will be coated with a rust-inhibiting compound to resist corrosion. Shafts will then be covered with protection to these areas.
All pulleys will be packed on wooden pallets specifically manufactured to support the pulley weight.
Export bitumastic-lined boxing by arrangement.
Strapping to secure load will be achieved with metal bands placed to avoid damage to the pulley rubber surface.
Bearings housings will be restrained (not locked) to permit limited movement in order to prevent brinelling during handling and transport.
Pulleys will be identified by a stainless steel plate riveted to one end plate, stipulating,
| Collie Power Station - supplied through Apex Fenner - Wesfarmers | 1996 |
| Collie Load out Facility - supplied through Pittop Mining. | 1996 |
| Grain Elevators board - supplied through Apex Fenner, various projects. | 1999 |
| Thevenard Wharf Upgrade - supplied through Apex Fenner - S.A.C.B.H. | 1998 |
| Savage River Upgrade Tasmania - supplied through A.T.E. | 2003 |
| Burnie Wharf Tasmania - supplied through Statewide Belting. | 1997 |
| Bellbay Chip mill Tasmania - supplied through Statewide Belting. | 2003 |
| CLP Power Hongkong - supplied through T.S.S Company Vic. | 2003/4 |
| Olympic Dam - supplied through Apex Fenner | 2002 |
| Pt Pirie S.A. - supplied through Apex Fenner | 2002 |
| Gypsum Resources, Glebe Island - supplied through Pittop Mining | 2003 |
| Phosphate Hill - WMC - supplied through Kinhill Pty. Ltd. | 1998 |
| Onesteel - Sth. Middleback Ranges Ore Benefication - Whyalla S.A. | 2004 |
| Canwie Quarry S.A. - supplied through Apex Fenner | 2004 |
| West Cliff Coal Preparation Plant - Appin, NSW | 2004 |
Web
Page Created by Jeff McLean, Last updated March 2021
STEER Pty. Ltd - Supporting Total
Ecological and Environmental Responsibility>